

Discover 9 Types of Process Piping – And What A Process Piping Contractor Does

As an Industrial Construction Contractor, we wear many hats, including the title of “process piping contractor.” The truth is, for a majority of our projects, we are the process piping contractors… as well as structural steel contractors, ASME pressure vessel contractors, industrial equipment contractors, etc.
Being the processing piping contractor means we fabricate and install various types of industrial piping required for a processing facility’s operation, or to run heat from the boiler throughout the building.
On most all of our process piping jobs, our welders need to be ASME certified, which means our welders have done the training and testing necessary to be certified by the American Society of Mechanical Engineers. This ensures accuracy, quality, and safety. With each weld, our certified, journeyman welders use Tig welding, also known as GTAW, to weld together our process piping, regardless of the material or size of our process piping.
Tig welding is known as one of the hardest forms of welding because it requires the welder to hold a free wire in one hand, and the tungsten arc welder in the other. Then, with both hands working together, the welder must melt the wire between the pipes in a smooth, steady, zigzag fashion called a “weave.”
In addition to the type of welding done, our welders take different welding operational steps depending on what they are welding to the pipe. They can weld items that fit snugly on the outside of the pipe like a slip-on-flange, or a socket-flange that covers the end of the pipe. Or, they can connect pipe to pipe, or a t-reducer to a pipe that meets head-on with the connecting pipe. We will describe the steps our welders take for both.
Welding a Flange on Process Piping
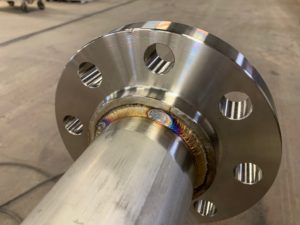
1a. If the welders are connecting slip-on-flanges or socket-flanges, they first ensure the end of the pipe is free from any imperfections. They clean the process piping by using a buffer head on their grinder and gently smoothing the last four inches of the pipe.

1b. They place the flange on the end of the process piping and with two levelers to ensure the pipe and flange are straight. To hold that perfect position in place, the welders place four tacks connecting the flange to the pipe.

1.c. They begin the welding root by welding the process pipe in quarters. They TIG weld from one tack to another. Then going on the opposite end of the pipe, they weld another ¼ of the pipe and so on until they have finished quartering out the pipe. They clean off any imperfections with their buffering head on the grinder, then they do a second weld pass in a complete circle.
Welding Process Piping to Process Piping
2.a. If they are attaching pipe to pipe, or a t-reducer that sits flush with the other pipe, then the welders actually have to grind down a portion of the process piping. This prepares the pipe for a more secure attachment by the weld. First, the welders use the grinder to slightly take off a corner of both pipes so that when the pipes touch, they form an upside-down triangle.
2.b. Levelers are placed on both pipes to ensure they are straight. To hold the pipes in place, the welders put a tack where the process piping corners touch (the tip of the upside-down triangle).
2.c. Then they begin their first of many welding roots. To do their TIG weld, they weave the melting welding rod into the tip of the upside-down triangle. It will take our welders around four root passes to fill the triangular gap and fully weld the pipes together.

Now that we have an understanding as to how they weld the actual pipe together, let’s talk about the different types of process piping. In each category, we will describe the type of pipe material we use, the various sizes and what the process piping is used for.
9 Types of Process Piping
Steam Process Piping
Steam pipe is the pipe that flows throughout the ducts of an industrial facility to offer heat throughout the building. The heat originates from a boiler instead of a typical HVAC system. Steam pipe is typically made of 316 carbon gauge steel and is anywhere from 3” to 20” in diameter. To complete a steam process piping job, the carbon steel is first attached to the ASME boiler that sits in the basement of the building in a boiler room. From the boiler, we attach a 12” elbow pipe, then a 12” straight pipe that goes towards the ceiling. Once the pipe reaches the ceiling we attach a t-valve that branches the pipe in 2 or more directions. The pipe then has an opportunity to disperse throughout the building. Depending on the passageways and entrance into each room we will adjust the size of pipe we use.
Sanitary Process Piping
Sanitary Process Piping has its purpose in various industries, but the most typical industry it is used in is the food processing industry. Sanitary process piping is exactly as it sounds, piping that must remain completely sanitary. So, for this process piping, we use stainless steel pipe which is so clean in fact, you can eat off of it. The size of the pipe ranges from ½” to 20 ” in diameter. The larger diameter piping is used for things like moving along food waste. For example, in a potato plant, the potato peels will be discarded by pushing them through the 20” pipe and into a disposal system. The smaller stainless-steel pipe would be used to move cleaning agents such as ammonium or sodium chloride.
While we have mentioned moving food or chemicals through the stainless-steel pipe, these pipes can also carry water or gases. Our welders ensure the welds we complete and the pipe we install have next to zero impurities whenever we are doing sanitary process piping.
Wastewater Piping
One of the first steps in a food processing facility is to wash the food product free of mud, dirt, stones, etc. so it can be processed for eating. Wastewater piping is the piping used to clean off the food product and then dispose of it. These pipes are typically stainless steel. They range in sizes from 6” – 20” depending on how big the debris being washed off are.
The pipes run from the water pumps to a conveyor belt with the food on it. Then the waste waterfalls into a drain that carries the wastewater to the sewer. This requires multiple lines of carbon pipe to carry water to the food, then the dirty water to the sewer. We installed a complete wastewater facility in Washington State a few years ago.
Wash Water Piping
Once the food has been cleaned of large debris, it goes through a second purification cycle with more clean water to ensure the food is clean and ready to be cut, packaged, and sealed. These pipes will typically be made of stainless steel in the food industry, but also carbon steel if washing a non-food-based item. The wash water piping sizes range from 1” to 8”.
Crude Oil Piping
We do a lot of our process piping contracting at oil refineries. So, an obvious type of process piping we install at a refinery is crude oil piping. For this, we use a 4”-14” carbon steel pipe that carries the oil from the crude oil storage container into the refinery. Once into the refinery, the crude oil can then be processed to make usable gas. We are almost always installing some form of crude oil piping for one of our various refinery clients.
Acid Piping
Some material processing plants, industrial manufacturing, and food processing plants use acids or other strong chemicals that need to be moved through piping called acid piping. For this specific type of pipe, we have to use either chrome alloy piping or Monel piping. Both of these types of piping are specific to acid or chemical piping because of the special lining they have to prevent erosion from the acid. The sizes of the pipe usually range from ¾” – 6”.
Refrigerant Piping
This is the counterpart to our steam piping. Instead of bringing heat to a building, our refrigerant piping cools down a building, a specific room, or a piece of equipment. For refrigerant piping we use either stainless steel pipe or a carbon pipe that is ½” – 2” depending on your refrigerate.
Fuel Transfer Piping
This type of piping helps get fuel from a storage tank into a vehicle. The fuel being transferred is typically gasoline or diesel. Over the past three years, we have fabricated and installed Jet fuel piping throughout various air force bases in the United States. As well as installed or fixed jet fuel storage containers, and structural steel fuel stations. For the fuel transfer piping we use carbon and stainless pipe, size ½” – 14” and carry it from the jet fuel storage container underground to connect to the fuel pumps.
Stormwater Piping
At a processing facility where they process environmentally hazardous materials, they must ensure they have an underground piping system that catches debris from the processing plant when it rains. To accomplish this, drains are placed throughout the facility that is connected to underground piping that leads all the stormwater to the sewer. The storm water piping is made of wrapped (coating to help with corrosion) carbon steel pipe and/or ductile iron pipe (DIP) and is 4” – 12” in diameter. We just completed a storm water piping system overhaul at a refinery. We had to dig up all the underground pipe and replace it with a new wrapped carbon steel pipe.
States Worked In
Active Clients
Days Since Last Accident
Projects Completed
Barclay Mechanical Youtube Channel


How We Became an Industrial Mechanical Contractor
Barclay Mechanical, Inc. has almost 40 years of providing professional welding services and heavy industrial contracting services to customers in Utah, Idaho and surrounding states. The company’s roots go back to January 1, 1980 when founder, Michael D. Barclay, originally established Barclay Welding in Idaho. He had “welding in his blood,” so to speak. His father, Daniel P. Barclay, was a highly-skilled welder and Idaho State University’s 1962-1970 Department Head for its welding program.
As Barclay Welding grew, Mike changed its name to Barclay Mechanical, Inc. to more adequately describe the variety of services and products it provided, such as industrial mechanical construction. In 1993, Mike started another branch of Barclay Mechanical Services in Manti, Utah, which is now owned by three of his sons, John Barclay, Scott Barclay and Kenneth Barclay. Although the company’s welding shop is physically located in Manti, Utah 98% of their projects are outside of Sanpete County. In fact, only 50% of their work is in Utah with the other 50% being in other states.